The IR Thermal Camera market is currently undergoing a massive transformation. Once reserved for high-end military applications, infrared technology has now permeated industrial, commercial, and civilian outdoor sectors. Global demand is driven by the need for 24/7 visibility, predictive maintenance in power grids, and advanced security protocols. As a leading exporter, we see a surge in demand from North America, Europe, and Southeast Asia for integrated thermal solutions.
Technological trends are shifting towards uncooled VOx (Vanadium Oxide) sensors, reduced pixel pitch (moving from 17μm to 12μm), and AI-enhanced image processing. Integration with IoT and smartphones is becoming a standard requirement. Thermal cameras are no longer just "sensors"; they are now "smart devices" capable of edge computing, fire detection, and automated target tracking in tactical environments.
Global B2B buyers now prioritize manufacturers who offer OEM/ODM flexibility, rapid prototyping, and stringent quality certifications (CE, RoHS, FCC). Enterprises are looking for reliable supply chain partners in China who can balance high-tech performance with cost-effectiveness, ensuring that high-precision optics are accessible for large-scale security and emergency deployments.

Enhancing night operations with high-precision thermal scopes and night vision goggles. Our products provide critical advantages in tracking and surveillance where visible light is unavailable.
Crucial for fire departments to locate hot spots through smoke and for search and rescue (SAR) missions in dense forests or maritime environments.
Designed for enthusiasts who require lightweight, durable, and rechargeable thermal cameras for game tracking and ensuring safety in the wilderness.
Monitoring electrical cabinets and mechanical systems to detect overheating before failure occurs, saving thousands in downtime costs.
AceHawky pays attention to quality management and technical innovation. We have advanced testing equipment and mature production technology to ensure the quality and reliability of products.

Electronic drying cabinet
Light wiping operation

Optical bench

Precision Optical bench

Calibration Workbench

Final Quality Assurance
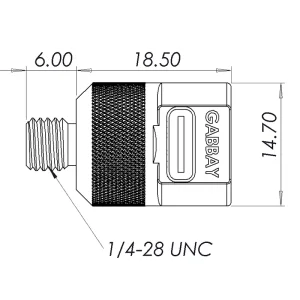
Based in the heart of China's optoelectronic hub, we benefit from a complete supply chain—from raw sensor procurement to precision lens grinding. This allows us to offer premium products like the GABBAY Lightweight Thermal Camera at competitive price points.
Our team of experienced designers doesn't just follow trends; we set them. We can move from concept to prototype in weeks, ensuring our clients always have the most advanced technology in their hands.
Every IR camera and scope undergoes environmental stress testing, including shock resistance for gun-mounted digital scopes and waterproof testing for emergency warning lights.
Years Experience
Quality Inspected
Global Partners
Technical Support